


























.jpg "Для производства кровли")









































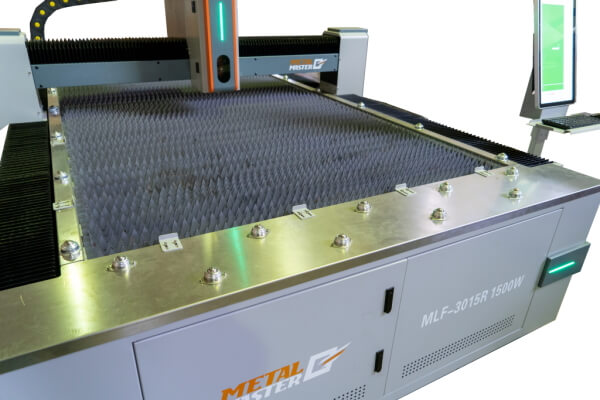
Оптоволоконный лазер Metal Master MLF-3015R 1500W

























| Модель | Metal Master MLF-3015R 1500W |
|---|---|
| Тип лазера | оптоволоконный лазер |
| Рабочая среда лазера | волокно |
| Длина волны лазера, нм | 1060−1080 |
| Номинальная выходная мощность, кВт | 1,5 |
| Перемещение по оси X, мм | 1500 |
| Перемещение по оси Y, мм | 3000 |
| Перемещение по оси Z, мм | 110 |
| Максимальные размеры листа, мм | 3000×1500 |
| Точность позиционирования, мм/м | 0,03 |
| Повторяемость, мм/м | ±0,02 |
| Максимальная скорость холостого хода, м/мин | 100 |
| Пиковое ускорение | 1G |
| Напряжение, В | 380 50 Гц |
| Макс. грузоподъемность стола, кг | 1850 |
| Мощность оборудования, кВт | 14 |
| Общий уровень защиты мощности | IP 54 |
| Масса нетто/брутто, кг | 1680/1732 |
| Габариты, мм | 4300×2280×1850 |
| Макс. энергопотребление чиллера, кВт | 2,8 |
| Масса чиллера, кг | 82 |
| Габариты чиллера, мм | 730×560×1050 |
Описание станка Оптоволоконный лазер Metal Master MLF-3015R 1500W
Оптоволоконный лазерный станок Metal Master MLF-3015R 1500W с автофокусом обладает высокой скоростью резки, минимальной стоимостью обслуживания и мощной конструкцией, с очень низким потреблением энергии (по сравнению, например, с CO2 станками со схожей мощностью излучения). Оптоволоконный лазер предназначен для резки листового металла из сплавов на основе железа (углеродистые, низколегированные, нержавеющие стали), меди, алюминия и других сплавов. Низкое энергопотребление и высокая энергоэффективность достигается за счет использования в качестве источника излучения волоконного лазера. Кроме беспрецедентно высокого КПД, лазер подобного типа обладает рядом неоспоримых преимуществ. Во-первых, он надежен, и мы предоставляем 1 год гарантии. Во-вторых, отсутствует необходимость держать в штате специалиста, способного производить настройку и юстировку лазера. В-третьих, отсутствует необходимость в расходных материалах для источника излучения. Передача оптического излучения в зону обработки осуществляется посредством оптического волоконного провода, что обеспечивает высокое качество и стабильность луча.
Особенности лазерных станков
- Программа управления станком СypCut на русском языке c платой управления СypCut2000;
- Водяной Чиллер S&A CWFL-1500w с двойным контуром охлаждения;
- Источник Raycus на 1,5 кВт со сроком службы до 100 000 часов;
- Режущая головка Raytools с автофокусом;
- Серводвигатели бренда FUJI;
- Мотор редуктор бренда Nidec Shimpo (Япония);
- Высокоточная ШВП бренда TBI (Тайвань);
- Линейные направляющие бренда Hiwin (Тайвань);
- Электрокомпоненты бренда Schneider Electric;
- Пневматические компоненты бренда SMC (Япония);
- Централизованная автоматическая система подачи смазки;
- Зубчатая рейка бренда YYC;
- Литой алюминиевый портал повышенной прочности;
- Пульт дистанционного управления и цветной монитор для управления станком входят в стандартную комплектацию станка.
Преимущества, которые Вы получаете:
1. Эффективность:
- высокая скорость резки;
- качественный рез;
- быстрая перестройка на различные толщины;
- оптимизированный расход режущего газа.
2. Гибкость настроек:
- резка различных толщин материалов;
- фокусное расстояние меняется из программы управления;
- электромагнитный клапан позволяет осуществить тонкую настройку подачи вспомогательного газа.
3. Легкость в использовании и безопасность:
- простая и безопасная система смены сопел с сохранением центрирования луча;
- быстрая замена защитного стекла;
- автоматический контроль высоты резки;
- система управления CypCut 2000;
- система аварийного оповещения.
Литой портал из авиационного алюминия

Литой алюминиевый портал повышенной прочности позволяет достигать скорости перемещения 100 м/мин. и ускорения 1G. Легкий и прочный портал обеспечивает лазерам Metal Master высокую скорость работы, повышает эффективность оборудования и обеспечивает безупречное качество раскроя.
Функция определения положения листа
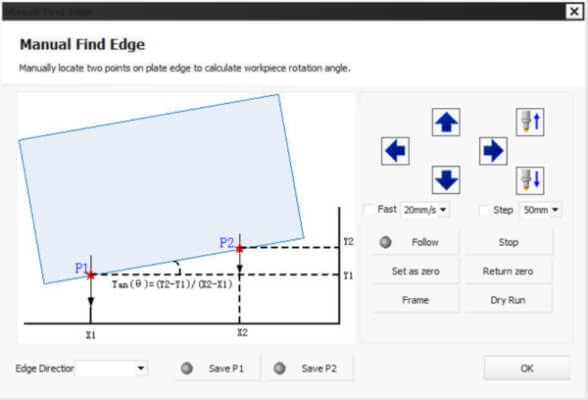
Эта функция позволяет определять позиционные выступы и угол поворота заготовки на столе станка и скорректировать программу резки, если это потребуется. Если материал расположен на столе не ровно, то кромки материала будут определены с помощью датчика и материал будет повёрнут программой в необходимые координаты.


Станок Metal Master MLF-3015R 1500W оснащен водяным Чиллером S&A CWFL-1500w который имеет двойной контур охлаждения, один для лазерной головки, второй для лазерного источника. Водяной Чиллер предотвращает повреждение объектива и зеркал в результате нагрева. Объём бака чиллера составляет 20 литров. Хотелось бы отметить, что заливать нужно исключительно дистиллированную воду.

В качестве режущего инструмента в станке используется лазерное излучение, генерируемое источником Raycus на 1,5 кВт со сроком службы до 100 000 часов. Передача потока от источника лазерного излучения в зону резки осуществляется по оптоволоконному кабелю к режущей головке

Режущая головка Raytools с автофокусом Фокусное расстояние определяется и контролируется операционной системой. Не нужно делать регулировки вручную, что позволяет избежать ошибок или сбоев, вызванных ручным управлением. Система автоматически отслеживает положение и неровности листа и всегда поддерживает заданную величину фокусного расстояния для качественной резки металла. Лазерная голова может получать из библиотеки настроек параметры, которые хранятся в системе
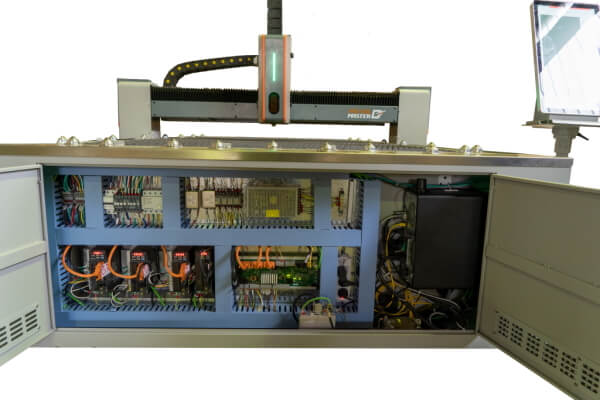
На станке уставлены электрокомпоненты бренда Schneider Electric

На станке используются серводвигатели бренда FUJI которые позволяют получить высокую точность позиционирования.
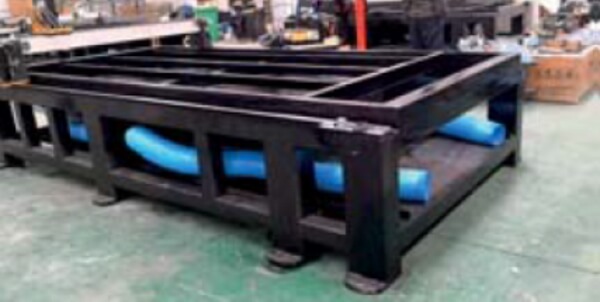
Внутренняя структура станины выполнена из сортового металла, она состоит из множества сварных секций из профильных прямоугольных труб. Для увеличения прочности станины и возможных деформаций, каждая секция усиливается ребрами жесткости. После сварки станина проходит процедуру высокотемпературного отжига для снятия напряжений в металле, что обеспечивает высокую стабильность и отсутствие деформации станины по истечению времени.

Высокоточная ШВП Тайваньской компании TBI установлена на оси Z. Данная ось является одной из самых нагруженных в станке. Большой ресурс и высокая точность ШВП позволяет производить ювелирное позиционирование и обеспечивает повторяемость вертикальных перемещений лазерной головки.
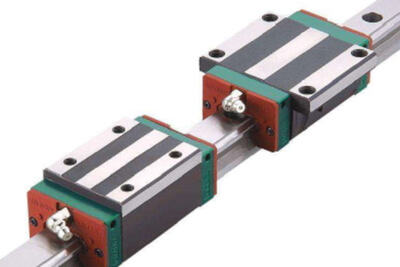
Тайванские направляющие бренда Hiwin обеспечивают высокую скорость перемещения и точность позиционирования, а также долговечность, несущую способность и плавность работы

Станок оснащен централизованной автоматической системой подачи смазки, которая используется для смазки направляющих и ШВП, что упрощает обслуживание и обеспечивает безотказную работу оборудования. За счет точного дозирования снижается расход смазочных материалов, увеличивается срок жизни узлов техники.

Мотор-редуктор Японского бренда Shimpo. Это лучшее сочетание цена - качество. Конструкция редуктора обеспечивает долгий и непрерывный срок службы.

На станке используется программа управления станком СypCut на русском языке c платой управления СypCut2000. Данное программное обеспечение представляет собой систему управления, предназначенную для лазерной резки металла, которая включает в себя не только управление процессом лазерной резки, но и управление слоями, обработку изображений, настройку процесса резки, планирование траектории обработки, раскладку деталей, определение положения листа, моделирование процесса резки.

Зубчатая рейка бренда YYC обеспечивает высокую точность и долгий срок службы

Пульт дистанционного управления лазером позволяет увеличить мобильность и удобство работы оператора.

Цветной монитор для управления станком и эргономичный пульт входят в базовую комплектацию станка.
Для удобства расположения листа на станке стол оснащен специальными роликами по всему периметру рабочей зоны.

С правой стороны расположены кнопки вкл/выкл лазера, компьютера и аварийная кнопка выключения.
Расходные материалы
| № | Тип: |
|---|---|
| 1 | Защитные линзы |
| 2 | Зеркало фокусировки |
| 3 | Керамический корпус |
| 4 | Сопло |
| 5 | Ящик для инструментов |
Периодичность замены расходных материалов зависит от интенсивности работы, режимов резания и обрабатываемого материала. Усреднённое рекомендованное значение для линз, зеркал и сопел – 2-3 раза в месяц, для кармического корпуса – 1 раз в месяц. Данную информацию считать справочной.
Толщина разрезаемого металла зависит от многих факторов, но, в том числе, и от используемого вспомогательного газа (сжатый воздух, кислород или азот). Источники вспомогательного газа в комплект поставки станка входят. В случае необходимости приобретения компрессоров для резки с использованием сжатого воздуха, просьба обратиться за консультацией к специалистам нашей компании.
Стандартная комплектация:
- Лазерная головка Raytools с автофокусом;
- Оптоволоконный источник Raycus;
- Электрокомпоненты Schneider Electric;
- Мотор-редуктор Shimpo;
- Серводвигатели Fuji;
- Направляющие Hiwin;
- Программа управления станком СypCut на русском языке;
- Система автоматической смазки;
- Водяной чиллер S&A;
- Пневматические компоненты японской компании SMC;
- WI-FI пульт управления;
- Мануал на русском языке;
- Набор инструментов.
Данная таблица параметров соответствует интерфейсу программы CypCut 2000
| Параметры резания лазера MLF-3015R 1500W (50 микрон) | |||||||||||
| Тип материала/ Material type | Толщина (мм)/ Thickness | Скорость (м/мин)/ Speed | Положение фокуса/ Focus position | Высота резания (мм)/ Cutting height | Газ | Тип сопла | Давление газа (бар)/ Air pressure | Мощность головки (Вт)/ Laser power | Частота резания (Гц)/ Cutting frequency | Рабочий цикл (%)/ Duty cycle | Эффект резания |
| Углеродистая сталь (18кп) | 1 | 32~35 | 0 | 0,5 | Воздух | Однослойное сопло: 1.0 | 12~16 | 1500 | 5000 | 100 | Глянцевая поверхность |
| 2 | 9~10 | 0~-0.5 | 0,5 | Воздух | Однослойное сопло: 1.5 | 12~16 | 1500 | 5000 | 100 | ||
| 3 | 2.9~3.2 | 4.5~5.5 | 0,8 | O2 | Двухслойное сопло: 1.0 | 0.6~0.9 | 1500 | 5000 | 100 | ||
| 4 | 2.4~2.6 | 4.5~5.5 | 0,8 | O2 | Двухслойное сопло: 1.0 | 0.6~0.9 | 1500 | 5000 | 100 | ||
| 5 | 1.8~2.0 | 2~3 | 1,5 | O2 | Двухслойное сопло: 3.0 | 0.6~0.9 | 1500 | 5000 | 100 | Матовая поверхность | |
| 6 | 1.6~1.8 | 2~3 | 1,5 | O2 | Двухслойное сопло: 3.0 | 0.6~0.9 | 1500 | 5000 | 100 | ||
| 8 | 1.1~1.3 | 2~3 | 1,5 | O2 | Двухслойное сопло: 3.0 | 0.6~0.9 | 1500 | 5000 | 100 | ||
| 10 | 0.9~1.0 | 2~3 | 1,5 | O2 | Двухслойное сопло: 3.0 | 0.6~0.9 | 1500 | 5000 | 100 | ||
| 12 | 0.8~0.9 | 2~3 | 1,5 | O2 | Двухслойное сопло: 3.0 | 0.6~0.9 | 1500 | 5000 | 100 | ||
| 14 | 0.6~0.7 | 2~3 | 1,5 | O2 | Двухслойное сопло: 4.0 | 0.6~0.9 | 1500 | 5000 | 100 | ||
| 16 | 0.5~0.6 | 2.5~3.5 | 1,5 | O2 | Двухслойное сопло: 4.0 | 0.6~0.9 | 1500 | 5000 | 100 | ||
| Нержавеющая сталь (08Х18Н10) | 1 | 32~35 | 0 | 0,5 | N2 | Однослойное сопло: 1.0 | 12~16 | 1500 | 5000 | 100 | Отсутствие шлаков |
| 2 | 9~10 | 0~-0.5 | 0,5 | N2 | Однослойное сопло: 1.5 | 12~16 | 1500 | 5000 | 100 | ||
| 3 | 4.2~4.5 | -1~-1.5 | 0,5 | N2 | Однослойное сопло: 2.0 | 12~16 | 1500 | 5000 | 100 | ||
| 4 | 2.1~2.3 | -2~-2.5 | 0,5 | N2 | Однослойное сопло: 3.0 | 12~16 | 1500 | 5000 | 100 | ||
| 5 | 1.6~1.8 | -3~-3.5 | 0,5 | N2 | Однослойное сопло: 3.5 | 12~16 | 1500 | 5000 | 100 | ||
| 6 | 1.0~1.2 | -4.5~-5 | 0,5 | N2 | Однослойное сопло: 3.5 | 12~16 | 1500 | 5000 | 100 | ||
| 8 | 0.5~0.6 | -6~-7 | 0,5 | N2 | Однослойное сопло: 4.0 | 16~18 | 1500 | 5000 | 100 | Минимальное количество окалины | |
| Алюминий (АД31) | 1 | 25~27 | 0 | 0,5 | Воздух | Однослойное сопло: 1.0 | 12~16 | 1500 | 5000 | 100 | |
| 2 | 8~9 | 0~-0.5 | 0,5 | Воздух | Однослойное сопло: 1.5 | 12~16 | 1500 | 5000 | 100 | ||
| 3 | 3.8~4.2 | 0~-0.5 | 0,5 | Воздух | Однослойное сопло: 2.0 | 12~16 | 1500 | 5000 | 100 | ||
| 4 | 2~2.2 | -1~-1.5 | 0,5 | Воздух | Однослойное сопло: 3.0 | 12~16 | 1500 | 5000 | 100 | ||
| 5 | 0.8~1.0 | -1.~-2 | 0,5 | Воздух | Однослойное сопло: 3.5 | 12~16 | 1500 | 5000 | 100 | ||
| 6 | |||||||||||
| Латунь | 1 | 24~25 | 0 | 0,5 | Воздух | Однослойное сопло: 1.0 | 12~16 | 1500 | 5000 | 100 | |
| 2 | 7~8 | 0~-0.5 | 0,5 | Воздух | Однослойное сопло: 1.5 | 12~16 | 1500 | 5000 | 100 | ||
| 3 | 2.7~3 | 0~-0.5 | 0,5 | Воздух | Однослойное сопло: 2.0 | 12~16 | 1500 | 5000 | 100 | ||
| 4 | 1.5~1.7 | -1~-1.5 | 0,5 | Воздух | Однослойное сопло: 3.0 | 12~16 | 1500 | 5000 | 100 | ||
| 5 | |||||||||||
| 6 | |||||||||||
| Зеленая отметка означает, что материал данной толщины можно обрабатывать в больших количествах в течение длительного времени. | |||||||||||
| Желтая отметка означает, что материал данной толщины можно обрабатывать, но при изменении температуры/давления газа, неоднородности состава или при других осложняющих факторах процесс обработки становится нестабильным. Рекомендуется использовать лазер большей мощности. | |||||||||||
| Красная отметка означает, что материал данной толщины подходит для обработки в единичных партиях. Для обработки мелко- и крупносерийных партий заготовок необходимо использовать лазер большей мощности. | |||||||||||
| Примечания | 1. Диаметр стекловолокна для режущей головки мощностью 1500 Вт составляет 50 микрон; | ||||||||||
| 2. Оптическое отношение фокусного расстояния коллиматорной линзы к фокусной составялет 100/125; | |||||||||||
| 3. Параметры газа для резки: жидкий кислород марки 3.5 (чистота от 99.95%), жидкий азот повышенной чистоты 2 сорт (чистота от 99.95%); | |||||||||||
| 4. В связи с различными условиями эксплуатации и параметрами резания, приведенные выше данные являются справочными. | |||||||||||
Товар из разделов
Спасибо! Ваша заявка отправлена.
-
Савелий Гаврилов 20.01.2022 в 18:55Какой тип двигателя используется для перемещения портала и фрезерной головы?Александр КуликовТехнический директор

ООО «МеталМастер» Технический директор ООО «МеталМастер»Здравствуйте! На станке используются серводвигатели бренда DELTA -
Артем Мартынов 10.11.2021 в 14:40Какими преимуществами обладает режущая головка с автофокусом?Александр КуликовТехнический директор
ООО «МеталМастер» Технический директор ООО «МеталМастер»Добрый день! Автофокус в лазерном станке экономит время при работе с материалами разных толщин и способствует правильной врезке при работе с металлами большой толщины.
-
Metal Master MLF-3015R 3000W

- Перемещение по оси X, мм: 1500
- Номинальная выходная мощность, Вт: 3000
В наличииЦена: 2 799 951 ₽ -




















