


























.jpg "Для производства кровли")







































- Дисконт
- Станки для гибки
- Станки с ЧПУ
- Металлорежущие станки
- Станки для резки металла
- Ленточнопильные станки
- Отрезные станки
- Профилирующие станки
- Компрессоры
- Штабелеры
- Деревообработка
- Сделано в Турции
- Кровельные станки
- Станки для воздуховодов
- Спец. оборудование
- Готовые решения
- Заточные станки
- Инструмент и оснастка
- Больше функций - выше результат!


Тиски станочные прецизионные 3-х осевые Metal Master ТСтП3хО106




- sale


Описание станка Тиски станочные прецизионные 3-х осевые Metal Master ТСтП3хО106
1. НАЗНАЧЕНИЕ
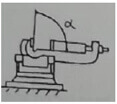
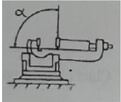
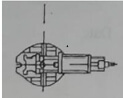
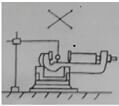
Многофункциональные тиски станочные прецессионные 3-х осевые ТСтП3хО106 предназначены для фрезерных, строгальных, шлифовальных, сверлильных и слесарных работ, требующих крепления обрабатываемых деталей под углом к вертикальной плоскости. Угол поворота в вертикальной плоскости 90˚, вправо – влево 45˚, в горизонтальной - 360˚.
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
2.1. Тиски изготавливаются в соответствии с ISO 9001. Корпусные детали изготавливаются из высококачественного чугуна.
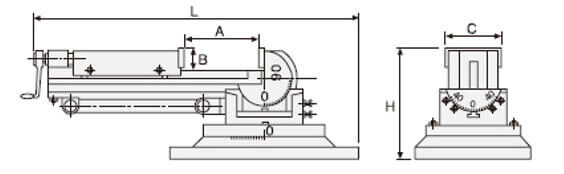
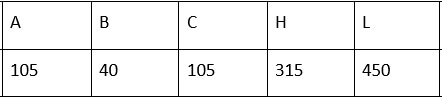
Рис. 1. Тиски станочные прецессионные 3-х осевые ТСтП3хО100
2.2. Основные параметры и размеры станочных глобусных тисков приведены в таблице 1:
Таблица 1
| Модель | ТСтП3хО106 |
|---|---|
| Ширина губок s, мм | 105 |
| Максимальных ход губок, м | 105 |
| Высота губок h, мм | 40 |
| Ширина крепежного паза k, мм | 14 |
| Длина, мм | 180 |
| Расстояние между крепежными элементами, мм | 245 |
| Цена деления шкалы угла поворота | 1˚ |
| Максимальный угол наклона (в вертикальной плоскости) | 90˚ |
| Максимальный угол поворота (в горизонтальной плоскости) | 45˚ |
| Тип винта | закрытый |
| Габаритные размеры упаковки, мм | 480×230×210 |
| Масса, кг | 25 |
2.3. Губки тисков закалены.
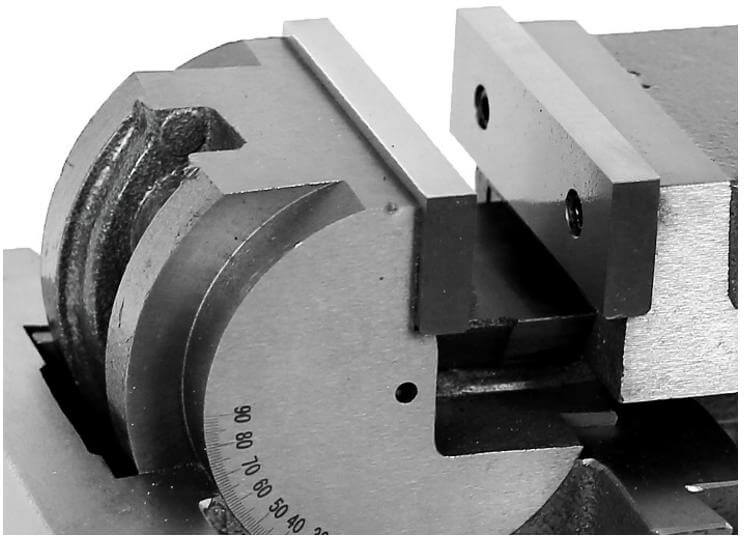
Рис. 2. Закаленные губки тисков
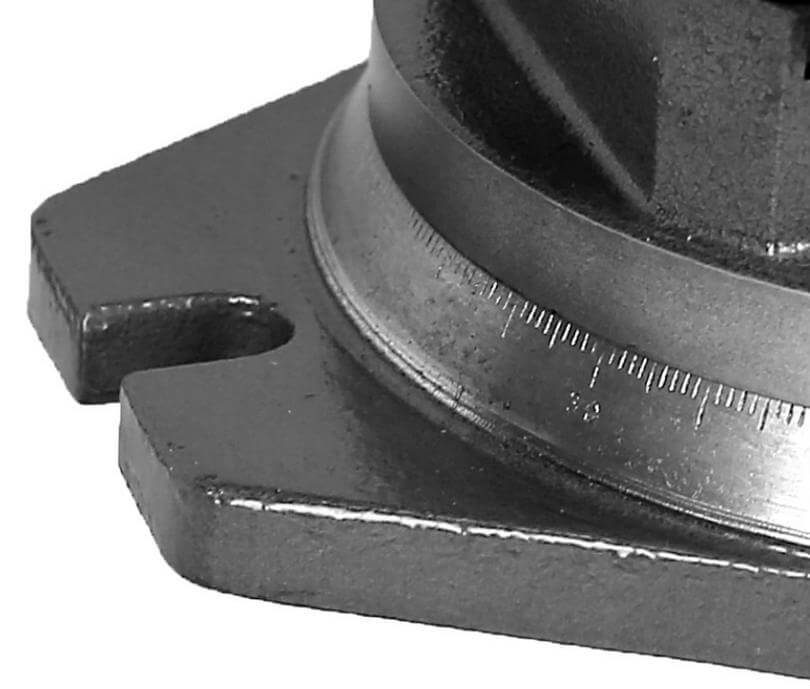
2.4. Поворотные части корпуса градуированы по шкале с шагом в 1 градус. Шкала выгравирована, что обеспечивает качество и длительность эксплуатации тисков.
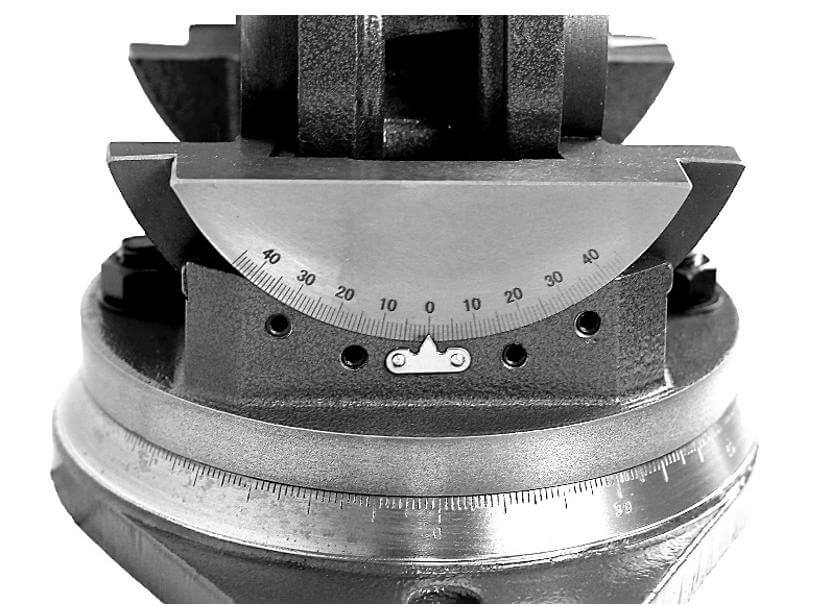
Рис. 3. Поворотные части корпуса и подвижной части со шкалой.
2.5. Тиски позволяют проводить обработку деталей, обеспечивая точностные характеристики базирования, представленные в таблице 2.
| № пп | Точностной параметр | Допустимая погрешность | |
| 1 |
| Перпендикулярность неподвижной губки тисков к верхней установочной базе (на базовой длине 100 мм) | не более 0,06 мм |
| 2 |
| Перпендикулярность подвижной губоки тисков к верхней установочной базе (на базовой длине 100 мм) | не более 0,10 мм |
| 3 |
| Параллельность подвижной и неподвижной губок в направлении ширины (на базовой длине 100 мм) | не более 0,10 мм |
| 4 |
| Параллельность верхней направляющей поверхности тисков с корпусом (на базовой длине 100 мм) | не более 0,15мм |
2.6. Специальные пазы дают возможность устанавливать и демонтировать тиски на станок, не отворачивая до конца болт крепления, что экономит время на переналадку.
3. УСЛОВИЯ ЭКСПЛУАТАЦИИ
3.1. Перед установкой тисков на верстак, их необходимо расконсервировать.
3.2. Установить тиски на стол станка, тиски закрепить болтами по ГОСТ 13152.
3.3. Закрепить заготовку в тисках, перемещая подвижную губку с помощью ходового винта.
3.4. После того как корпус тисков установлен по вертикали, сначала закрутить выступающий винт, затем затянуть фиксирующие гайки. Установить тиски по горизонтали и затянуть поворотную платформу.
3.5. Смазку направляющих винтовой пары и других трущихся поверхностей производить раз в смену с предварительной очисткой этих мест от стружки, пыли, грязи.
3.6. Осевой люфт ходового винта устраняется регулировочным винтом.
3.7. Условия эксплуатации тисков – ГОСТ 15150 в закрытом помещении при отсутствии паров агрессивных веществ, вызывающих коррозию тисков.
Не допускается при затягивании ходового винта тисков для фиксации заготовки, применять ударные нагрузки на рукоятку зажима, а также дополнительные усилители. Это приводит к снижению точностных характеристик или поломке тисков.
4. КОМПЛЕКТНОСТЬ
В комплект входят:
- тиски в сборе;
- паспорт.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
5.1. Рукоятка тисков и накладные губки не должны иметь забоин и заусенцев.
5.2. Тиски должны иметь устройство, предотвращающее полное вывинчивание ходового винта из гайки.
5.3. Отверстие головки винта должно иметь с двух сторон фаски для предохранения рук рабочего от защемления.
5.4. Крепление тисков должно быть надежным, исключающим самопроизвольное ослабление в процессе работы.
5.5. Запрещается применять ударную нагрузку на рукоятку тисков при зажиме и удлинении рукоятки.
Товар из разделов
Спасибо! Ваша заявка отправлена.
-
Увалов В.А. 12.09.2025 в 09:27Почему разная точность на губках?Александр КуликовТехнический директор

ООО «МеталМастер» Технический директор ООО «МеталМастер»Здравствуйте! Это нормальная практика для прецизионных тисков. Неподвижная губка является основной базой, поэтому ее перпендикулярность (0.06 мм) имеет более жесткий допуск. Подвижная губка в процессе зажима может иметь незначительный перекос (0.10 мм), что не влияет на качество фиксации большинства деталей, но упрощает конструкцию. -
Анзор 29.08.2025 в 19:08Что-то нужно будет делать перед использованием?Александр КуликовТехнический директор
ООО «МеталМастер» Технический директор ООО «МеталМастер»Здравствуйте! Да, перед превым использованием тисков необходимо будет их расконсервировать - удалить консервационное масло. Также перед началом работы рекомендуется смазать ходовой винт и направляющие. В дальнейшем смазку трущихся поверхностей нужно производить раз в смену. -
Смирнова Софья 06.12.2024 в 13:38Какой тип винта на тисках?Александр КуликовТехнический директор
ООО «МеталМастер» Технический директор ООО «МеталМастер»Здравствуйте! На данной модели установлен закрытый тип винта. -
Клюев Марк 09.11.2024 в 12:48Возможна доставка в Магнитогорск?Александр КуликовТехнический директор
ООО «МеталМастер» Технический директор ООО «МеталМастер»Добрый день! Наши менеджеры с удовольствием ответят на все ваши вопросы по оплате и доставке, тел. 8 (800) 775-78-34

















